
熱門關鍵詞搜索
鎂合金壓鑄、半固態注射成型、模具制造、CNC加工、塑膠注塑、沖壓加工、后加工處理、表面處理
VR
360
在線360 VR視窗東莞市銳準精密金屬有限公司
客服
熱線
0769-81025999
東莞市銳準精密金屬有限公司
電話:0769-81025999??
郵箱:hgc@gdrzjm.com地址:廣東省東莞市橋頭鎮逕聯工業區信怡路198號
關注
微信
 關注官方微信
關注官方微信
鎂合金壓鑄凝固次序的一般規律是:較薄處及合金液最先停止流動處往往最先凝固,較厚處及合金液體流過時間最長及最后充型處往往最后凝固,而縮孔與縮松的缺陷最易集中在鑄件最后凝固的部位。
鎂合金液的凝固方式為結晶溫度范圍比較寬的層狀凝固,即由表及里逐層凝固。隨著凝固的進行,金屬的收縮也在不斷地進行,結殼厚度不斷增加,外部壓力的作用越來越小,最后使鑄件內部壓力低于外部壓力造成內部真空,從而形成縮孔與縮松缺陷。
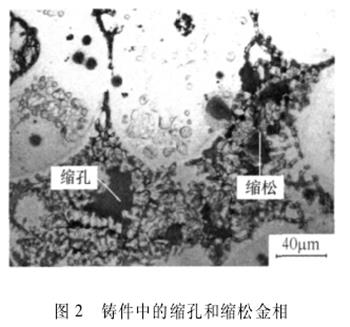
壓鑄件中大而集中的孔洞為縮孔,小而分散的孔洞為縮松,縮松和縮孔的孔洞形狀不規則、不光滑,表面呈暗色(如圖所示) ,而氣孔具有光滑的表面,形狀為圓形。
1、鎂合金半固態注射成型縮孔與縮松缺陷產生的原因
( 1) 鑄件在凝固過程中,因產生收縮且得不到金屬液補償而造成空穴。
( 2) 壓射比壓低,增壓壓力過低。
( 3) 模具設計不合理,不能夠建立合理的凝固順序。
( 4) 內澆道較薄、面積過小,過早凝固,不利于壓力傳遞和金屬液補縮。
2、鎂合金半固態注射成型縮孔與縮松缺陷的防止措施
( 1) 降低澆注溫度,減少收縮量。
( 2) 提高壓射比壓及增壓壓力。
( 3) 合理設計模具,建立順序凝固條件,使縮孔與縮松排除于鑄件外。
( 4) 改變鑄件結構,減少金屬積聚,使壁厚盡可能均勻。
地址:廣東省東莞市橋頭鎮逕聯工業區信怡路198號
電話:0769-81025999 傳真:0769-81003622
手機:13510796483(黃生)
郵箱:hgc@dgrzjm.com